Piston RECONDITION SERVICE
About the Service
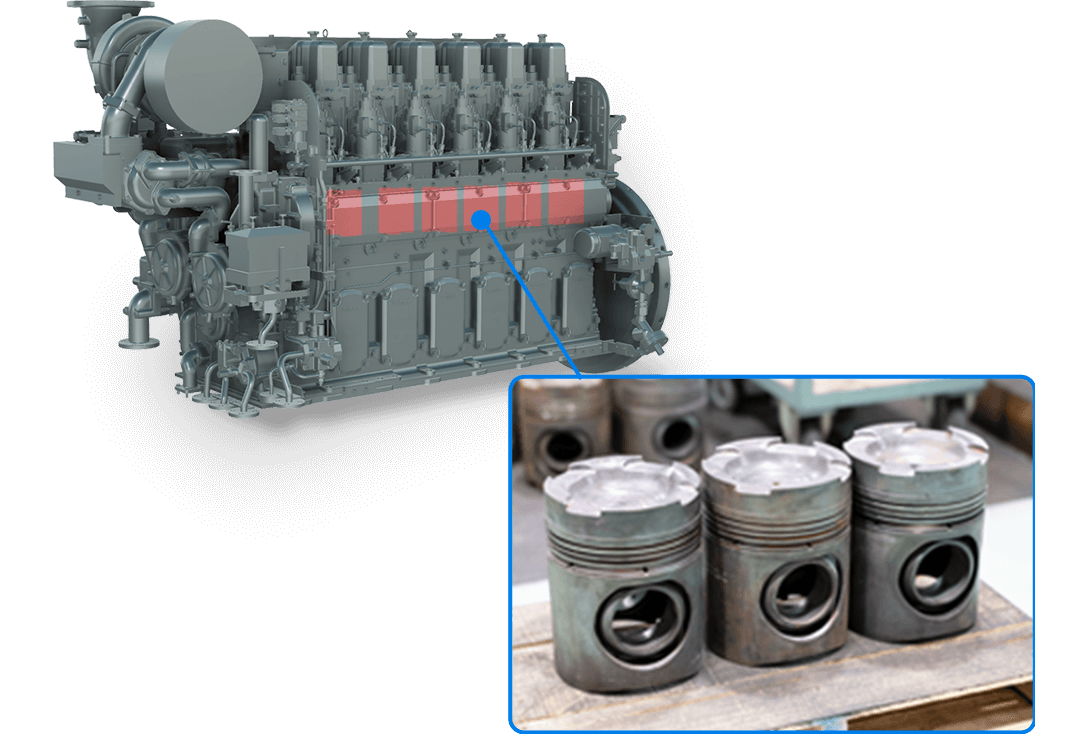
Products covered by the piston exchange service
| Engine type | ||
|---|---|---|
| 6NY16 | 6N21 | 6EY26 |
| 6N165 | 8N21 | 8EY26 |
| 6EY17 | M220 | 6N280 |
| 6RY17 | 6EY22 | 8N280 |
| 6N18 | T240 | 6N330 |
| 6EY18 | T260 | 8N330 |
| M200 | 6N260 | 6EY33 |
Introducing the process of manufacturing reconditioned products to ensure quality and safety
1Receiving inspection
The customer sends us a used piston, which we inspect. (Processing may not be possible, depending on its condition.)
Based on the Yanmar standard, professional engineers check if there are cracks, damage, sliding scratches or rust on individual parts.


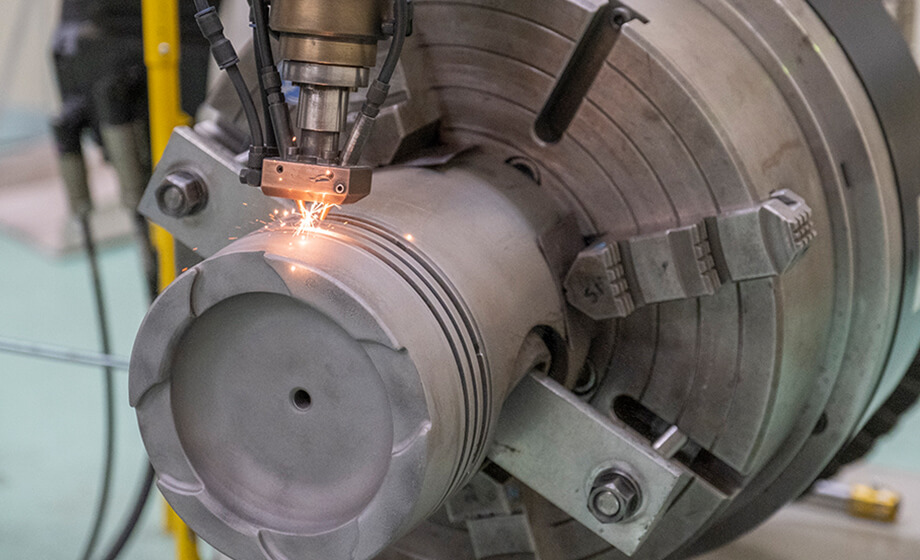
2Laser Cladding
After inspection, the piston is rough-cut with a lathe and the surface is prepared by sandblasting. After surface preparation, we apply laser cladding to overlay the surface.
As the overlay thickness is easy to control, we can use this process to repair parts that would otherwise be thrown away. It has little thermal impact and produces no strain.

3Final Machining
Final machining is done to the specified size with a lathe.


4Pre-delivery inspection
All products to be delivered are checked by professional engineers according to Yanmar's standards.
We will provide inspection records upon your request.


Precaution
We may decline to recondition a product or change the fee, depending on its condition.
Service Track Record and Customer Testimonials
More than 1,500 units have been delivered to our customers.
- After the piston was reworked, the lubricant consumption fell sharply.
- We don't need to worry about purchasing new pistons, because we can get cheaper ones equivalent to brand new pistons.
- It only takes as little as a week to recondition a piston.
Reconditioning of Other Parts
1Connecting rod
In apply to prevent excessive deformation of the connecting rod, we propose reconditioning of the connecting rod as a part of preventive maintenance.
【A】Big End
With an engine running for long hours, the big end is distorted in the circularity.
【B】Bolt Seating Surface
The scratched seating surface may cause difficulty to manage the tightening torque. It will cause improper tightening. The scratched seating surface should be corrected by machining. It is necessary to be judged by us if it can be continued to use or not after correcting.

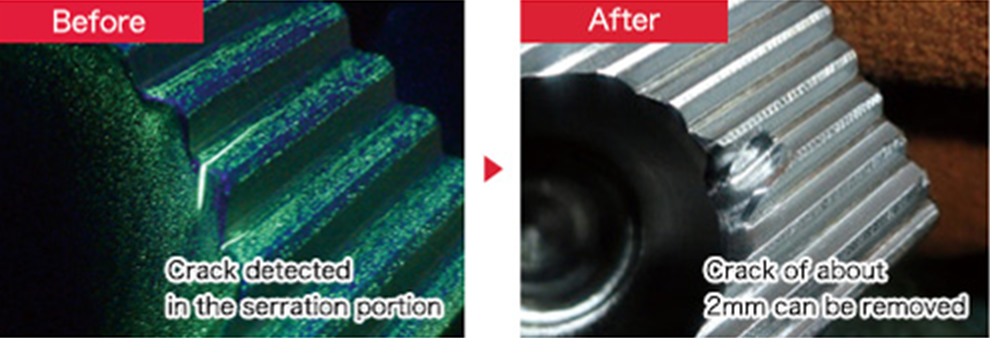
【C】Serration Portion
Many of the cracks occur in the dedendum of serration near the bolt hole on the side of connecting rod body (upper side). YANMAR judges if the part can be used continuously after repairing.
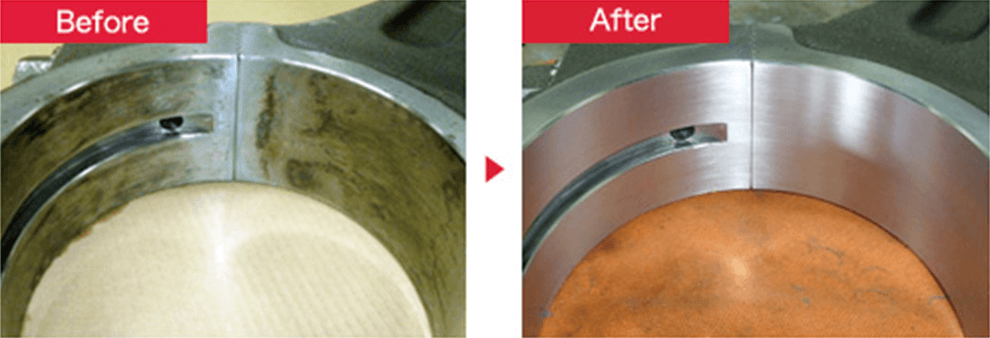
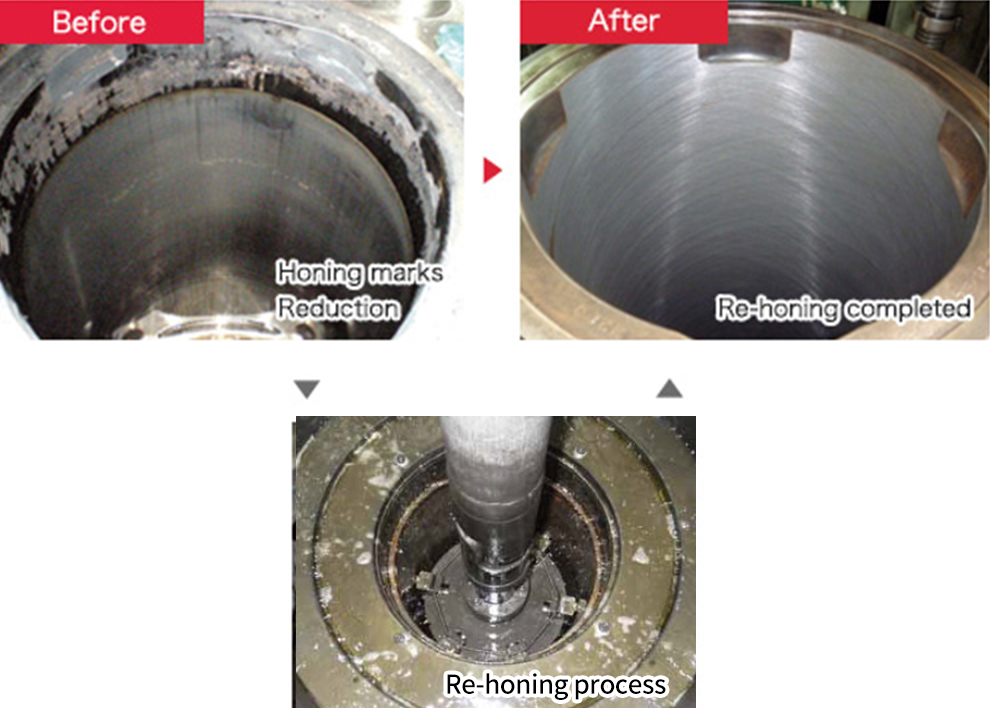
2Cylinder liner
With long hours' operation of engine, LO consumption tends to increase because LO retentivity decreases due to uneven wear generated on the inner surface of liner and the reduction of honing patterns.
By performing the re-honing, LO retentivity recovers and LO consumption improves.
We offer inspection to detect cracks through Color Check (dye penetrant test), magnetic particle inspection or combination with other test methods.
3Idle gear
If the gear bush has worn excessively, the gear backlash will grow, which needs replacement of the bush.
We hone the idle gear bush insert hole securely when replacing the bush, and conduct magnetic particle inspection for the gear tooth surface as well. (YANMAR judges if the part can be used continuously after repairing.)

4Integrated Fuel Injection Pump
We suggest that periodic overhauling of the fuel injection pump be securely performed. We determine the parts that should be renewed by considering the running hours and the inside conditions when disassembling. We deliver the integrated fuel injection pump after performing the check and adjustment with the dedicated test apparatus subsequent to the completion of the maintenance.

Disassembly of the Pump

Injection Pressure Test
